臺(tái)灣專業(yè)開平線批發(fā)
發(fā)布時(shí)間:2022-01-14 00:58:07
臺(tái)灣專業(yè)開平線批發(fā)
自動(dòng)分條機(jī)廠家今天教大家正確理解,,我們一起來(lái)了解一下,。1.恒張力控制原理對(duì)于收放卷過(guò)程中恒張力控制的實(shí)質(zhì)是需要知道負(fù)載在運(yùn)行當(dāng)中卷徑的變化,,由于卷徑變化,導(dǎo)致為了維持負(fù)載的運(yùn)行,,需要電機(jī)的輸出轉(zhuǎn)矩要跟著卷徑的變化而變化,。對(duì)于V系列變頻器而言,由于能夠做轉(zhuǎn)矩控制,,因此能夠完成收卷恒張力的控制,。V系列變頻器提供了三路模擬量輸進(jìn)端口,AUI,、AVI,、ACI,。這三路模擬量輸進(jìn)口能夠定義為多種功能,因此,,可以任選一路作為轉(zhuǎn)矩給定,,另外一路作為速度限制。0~10v對(duì)應(yīng)變頻器輸出0~電機(jī)額定轉(zhuǎn)矩,,這樣通過(guò)調(diào)整0~10v的電壓就能夠完成恒張力的控制,。

臺(tái)灣專業(yè)開平線批發(fā)
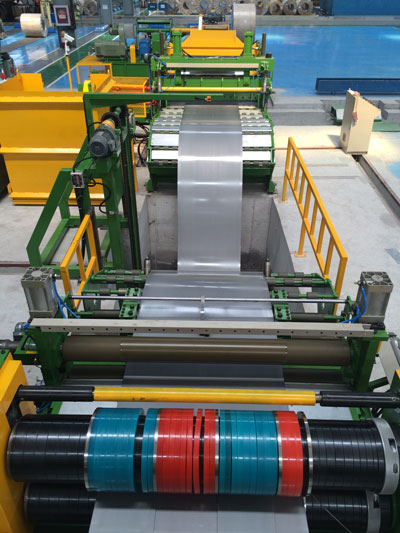
分條機(jī)廠家來(lái)給大家分享一下影響分條機(jī)的生產(chǎn)率的因素,下面,,我們一起了解一下,。隨著技術(shù)水平的提升,目前在整條生產(chǎn)線中,,不僅設(shè)備的性能有所提升,,而且關(guān)于系統(tǒng)的控制水平也明顯提高。這對(duì)于用戶而言,,簡(jiǎn)化了具體的操作,而且縱剪機(jī)實(shí)現(xiàn)了交互換位,,工作效率高,。機(jī)組速度還可以根據(jù)用戶生產(chǎn)需要進(jìn)行靈活調(diào)整。比如某一規(guī)格為650毫米的金屬縱剪分條機(jī),,該設(shè)備主要是以厚度為4毫米,,寬度為650毫米以內(nèi)薄板而進(jìn)行設(shè)計(jì)制作的。分條機(jī)組中,,主要具有的基本功能為開卷,、縱剪、張力,、收卷等,,其標(biāo)準(zhǔn)工作設(shè)備包括有開卷機(jī)、緩沖坑,、側(cè)導(dǎo)位,、縱剪機(jī)及動(dòng)力、過(guò)渡架,、廢邊收料機(jī),、后活套、張力機(jī),、收卷機(jī),、液壓系統(tǒng)、電氣系統(tǒng)等組成,。

臺(tái)灣專業(yè)開平線批發(fā)
通過(guò)調(diào)查發(fā)現(xiàn),,許多客戶在運(yùn)用開平線時(shí)很上手,,但一旦出現(xiàn)問(wèn)題就茫然無(wú)措,不知該怎樣辦了,。就好像車開的好的人不一定會(huì)修車,。找修補(bǔ)人員修補(bǔ)時(shí)卻發(fā)現(xiàn)問(wèn)題很簡(jiǎn)單,許多情況自己就能解決,,徹底不需求找專業(yè)人員進(jìn)行修補(bǔ),,客戶既費(fèi)時(shí)又吃力。依據(jù)這種情況,,小編決定將一些我們常常遇到的問(wèn)題的解決方法進(jìn)行總結(jié),,進(jìn)而與我們共享一下,為客戶排憂解難,。今日我們將為我們介紹這一問(wèn)題的解決辦法,,請(qǐng)我們閱讀下面的文章。又名開平剪切線,、開卷線,、橫剪線是將用于將金屬卷板經(jīng)過(guò)開卷、校平,、定尺,、剪切成所需長(zhǎng)度的平整板料并堆垛。適用于加工冷軋和熱軋?zhí)间?、硅鋼,、馬口鐵、不銹鋼及外表涂鍍后的各類金屬材料,。
臺(tái)灣專業(yè)開平線批發(fā)
自動(dòng)分條機(jī)廠家說(shuō)在操作設(shè)備的過(guò)程中,,其中有時(shí)候會(huì)遇到產(chǎn)品剪斷切口的質(zhì)量問(wèn)題。比如可能會(huì)發(fā)現(xiàn)邊緣不良,。事實(shí)上,,所切鋼帶的切口形狀與被剪斷材的材質(zhì)、抗拉強(qiáng)度,、延伸率,、硬度、熱處理狀態(tài)等有關(guān),。設(shè)備的刀間隙,、重合量等剪切條件確定之后,也就意味著刀口形狀也確定了,。而如果不按切斷條件設(shè)定,,就得不到正常形狀的切口。比如可能會(huì)出現(xiàn)因刀間隙,、重合量設(shè)定不良產(chǎn)生的邊緣缺陷,?;蛘呤且蚍指钇瑪D壓產(chǎn)生的邊緣缺陷,分隔片側(cè)面的傷痕及燒結(jié)等在鋼卷邊緣強(qiáng)烈磨擦產(chǎn)生的邊緣不良等,。

臺(tái)灣專業(yè)開平線批發(fā)
當(dāng)設(shè)備處于運(yùn)行的狀態(tài)時(shí),,應(yīng)先將其控制在低速狀態(tài)下運(yùn)行大約十到二十分鐘。在這個(gè)過(guò)程中,,應(yīng)注意傾聽(tīng)設(shè)備是否發(fā)出有異常噪聲,,并請(qǐng)專業(yè)人員進(jìn)行處理。在進(jìn)行上料的時(shí)候,,我們也需要按照要求進(jìn)行操作,。通常情況下,產(chǎn)品上料應(yīng)放在的卷軸中心位置,,并且適當(dāng)調(diào)整放卷架光電眼的位置,,保證其的靈敏度。在工作期間,,應(yīng)當(dāng)注意根據(jù)生產(chǎn)要求,,選擇適當(dāng)?shù)纳a(chǎn)材料,并且要注意嚴(yán)格控制材料的規(guī)格,,一定要保證材料的尺寸及規(guī)格一致,。當(dāng)設(shè)備工作結(jié)束之后,應(yīng)按照要求進(jìn)行關(guān)機(jī)操作,,以保證下次正常使用