泰安專業(yè)開平機(jī)批發(fā)
發(fā)布時(shí)間:2024-08-05 00:43:03
泰安專業(yè)開平機(jī)批發(fā)
金屬分條機(jī)卷線的操作是什么樣的呢,?下面,,廠家來給大家介紹一下。為保證分條機(jī)排刀的簡便性和現(xiàn)場(chǎng)生產(chǎn)的可操作性,,除了特殊結(jié)構(gòu)生產(chǎn)線之外,,也就是校平機(jī)不帶支承輥情況意外,現(xiàn)場(chǎng)縱剪調(diào)試主要是采用本方法,。就是刀軸的總長度要比客戶所要求的寬板料長200毫米左右,。以分條機(jī)基準(zhǔn)過一百毫米作為母刀,一片刀為基準(zhǔn)開始排刀,。公刀一片刀隔套寬度為100毫米+刀片厚度+所選用的刀片側(cè)隙(單邊間隙),。此外,考慮到上下刀軸基準(zhǔn)不一致的情況,,在進(jìn)行找基準(zhǔn)的時(shí)候,,需要反復(fù)多次找正。具體的步驟為:1,、根據(jù)相關(guān)理論計(jì)算數(shù)值進(jìn)行一次排刀,;2、排刀完畢之后應(yīng)檢查上下基準(zhǔn)刀片的跳動(dòng)情況,。如果跳動(dòng)情況過于明顯,,則需要查明原因。

泰安專業(yè)開平機(jī)批發(fā)
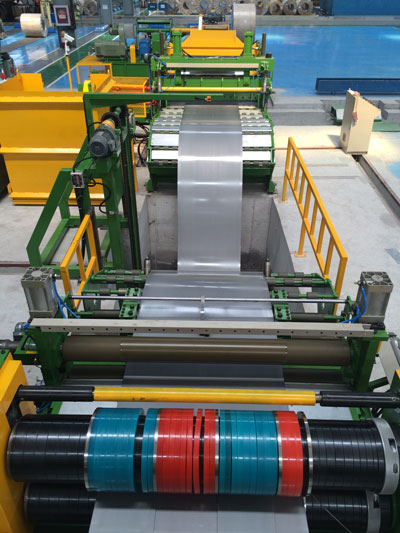
在組設(shè)備中,,要注意完善其開卷機(jī)的中心定位,。這是因?yàn)樵趯?duì)鋼卷材料進(jìn)行分條處理的過程中,鋼卷在開卷機(jī)軸向上易產(chǎn)生竄動(dòng),,特別在拆塔形卷時(shí),,竄動(dòng)更加嚴(yán)重。因而在生產(chǎn)過程中直接影響剪切,,而且還會(huì)導(dǎo)致卷取拉力增大,,圓盤剪受力不平衡等問題。1,、使用雙圓柱頭式開卷機(jī),,雙圓柱頭式開卷機(jī)上料操作方便,工作平穩(wěn)可靠,,從根本上解決了軸向竄動(dòng)的問題,,而且實(shí)現(xiàn)了操作自動(dòng)化。2,、在開卷機(jī)上增加壓輥,,用于壓緊帶鋼,,增加制動(dòng)力矩。壓輥?zhàn)鞒蓭?dòng)力時(shí),,對(duì)開卷機(jī)引料也有一定的好處,。3、為配置浮動(dòng)開卷,,增加糾偏裝置,,從檢測(cè)裝置檢測(cè)得到信號(hào)直至執(zhí)行油缸推動(dòng)開卷浮動(dòng),是采用自動(dòng)控制系統(tǒng)來實(shí)現(xiàn)得,。

泰安專業(yè)開平機(jī)批發(fā)
一.分條機(jī)刀片壓痕線經(jīng)常出現(xiàn)破裂.針對(duì)這樣的問題,主要包括有兩個(gè)方面的原因,一個(gè)是由于所使用的原紙?zhí)?需選擇優(yōu)質(zhì)原紙;另外一個(gè)原因則是壓線過深,應(yīng)重新調(diào)整.二.在經(jīng)過處理之后,產(chǎn)生有毛邊.之所以出現(xiàn)這樣的問題,主要原因在于所使用的刀片已鈍,需要重新打磨.除此之外,還可能是由于刀片與刀槽重合過淺,或者是刀槽內(nèi)卷入紙邊,、紙毛等問題引起,此時(shí)應(yīng)及時(shí)進(jìn)行清理和調(diào)整,然后重新開機(jī)生產(chǎn).三.刀片切口邊緣不垂直.對(duì)于這一問題,分條機(jī)廠家講述我們需要從三個(gè)方面來進(jìn)行分析;一,、可能是由于刀片刀架角度不正而引起的,;二、可能是由于分條機(jī)刀片沒有處于刀槽中心,;三則是由于刀片刀刃磨偏,應(yīng)及時(shí)換新.
泰安專業(yè)開平機(jī)批發(fā)
自動(dòng)分條機(jī)廠家說在操作設(shè)備的過程中,,其中有時(shí)候會(huì)遇到產(chǎn)品剪斷切口的質(zhì)量問題。比如可能會(huì)發(fā)現(xiàn)邊緣不良,。事實(shí)上,,所切鋼帶的切口形狀與被剪斷材的材質(zhì)、抗拉強(qiáng)度,、延伸率,、硬度,、熱處理狀態(tài)等有關(guān),。設(shè)備的刀間隙、重合量等剪切條件確定之后,,也就意味著刀口形狀也確定了,。而如果不按切斷條件設(shè)定,就得不到正常形狀的切口,。比如可能會(huì)出現(xiàn)因刀間隙,、重合量設(shè)定不良產(chǎn)生的邊緣缺陷?;蛘呤且蚍指钇瑪D壓產(chǎn)生的邊緣缺陷,,分隔片側(cè)面的傷痕及燒結(jié)等在鋼卷邊緣強(qiáng)烈磨擦產(chǎn)生的邊緣不良等。