連云港專業(yè)分條機(jī)批發(fā)
發(fā)布時(shí)間:2024-02-25 00:45:03
連云港專業(yè)分條機(jī)批發(fā)
影響的生產(chǎn)率的因素是什么呢,?下面,廠家來(lái)給大家講解一下,。1.隨著技術(shù)水平的提升,,目前在整條生產(chǎn)線中,不僅分條機(jī)設(shè)備的性能有所提升,,而且關(guān)于系統(tǒng)的控制水平也明顯提高,。這對(duì)于用戶而言,簡(jiǎn)化了具體的操作,,而且縱剪機(jī)實(shí)現(xiàn)了交互換位,,工作效率高。2.分條機(jī)機(jī)組速度還可以根據(jù)用戶生產(chǎn)需要進(jìn)行靈活調(diào)整,。比如某一規(guī)格為650毫米的金屬縱剪分條機(jī),,該設(shè)備主要是以厚度為4毫米,,寬度為650毫米以內(nèi)薄板而進(jìn)行設(shè)計(jì)制作的。該設(shè)備在正常運(yùn)轉(zhuǎn)情況下,,分條速度可達(dá)到每分鐘10到120米,,常規(guī)分條數(shù)在15條以內(nèi)。
連云港專業(yè)分條機(jī)批發(fā)
自動(dòng)分條機(jī)廠家說(shuō)在操作設(shè)備的過程中,,其中有時(shí)候會(huì)遇到產(chǎn)品剪斷切口的質(zhì)量問題,。比如可能會(huì)發(fā)現(xiàn)邊緣不良。事實(shí)上,,所切鋼帶的切口形狀與被剪斷材的材質(zhì),、抗拉強(qiáng)度、延伸率,、硬度、熱處理狀態(tài)等有關(guān),。設(shè)備的刀間隙,、重合量等剪切條件確定之后,也就意味著刀口形狀也確定了,。而如果不按切斷條件設(shè)定,,就得不到正常形狀的切口。比如可能會(huì)出現(xiàn)因刀間隙,、重合量設(shè)定不良產(chǎn)生的邊緣缺陷,。或者是因分割片擠壓產(chǎn)生的邊緣缺陷,,分隔片側(cè)面的傷痕及燒結(jié)等在鋼卷邊緣強(qiáng)烈磨擦產(chǎn)生的邊緣不良等,。

連云港專業(yè)分條機(jī)批發(fā)
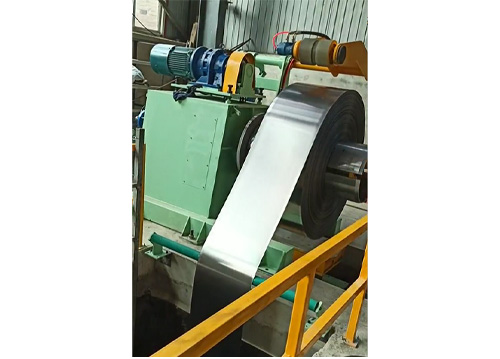
分條機(jī)廠家來(lái)給大家分享一下影響分條機(jī)的生產(chǎn)率的因素,下面,,我們一起了解一下,。隨著技術(shù)水平的提升,目前在整條生產(chǎn)線中,,不僅設(shè)備的性能有所提升,,而且關(guān)于系統(tǒng)的控制水平也明顯提高。這對(duì)于用戶而言,,簡(jiǎn)化了具體的操作,,而且縱剪機(jī)實(shí)現(xiàn)了交互換位,工作效率高,。機(jī)組速度還可以根據(jù)用戶生產(chǎn)需要進(jìn)行靈活調(diào)整,。比如某一規(guī)格為650毫米的金屬縱剪分條機(jī),該設(shè)備主要是以厚度為4毫米,,寬度為650毫米以內(nèi)薄板而進(jìn)行設(shè)計(jì)制作的,。分條機(jī)組中,,主要具有的基本功能為開卷、縱剪,、張力,、收卷等,其標(biāo)準(zhǔn)工作設(shè)備包括有開卷機(jī),、緩沖坑,、側(cè)導(dǎo)位、縱剪機(jī)及動(dòng)力,、過渡架,、廢邊收料機(jī)、后活套,、張力機(jī),、收卷機(jī)、液壓系統(tǒng),、電氣系統(tǒng)等組成,。

連云港專業(yè)分條機(jī)批發(fā)
分條機(jī)廠家來(lái)與大家一起分享如何配合做好驗(yàn)收的準(zhǔn)備工作。1.對(duì)分條機(jī)設(shè)備進(jìn)行驗(yàn)收的時(shí)候,,由于涉及到刀具的裝配,,因而常常需要用戶和設(shè)備制造商共同來(lái)進(jìn)行驗(yàn)收。在驗(yàn)收之前,,為了保證驗(yàn)收順利,,需要提前做好一些準(zhǔn)備工作。首先,,用戶需要和設(shè)備制造商一起來(lái)完成的靜態(tài)精度測(cè)試,。2.進(jìn)行這一測(cè)試的時(shí)候,具體的方法為:使用一根直尺或者是方桿來(lái)測(cè)量出兩根刀軸的軸肩差,。通常情況下,,方桿的截面約為40毫米或者是50毫米見方,長(zhǎng)度大約比分條機(jī)刀片的直徑多出40到50毫米,。在測(cè)量完成之后,,應(yīng)當(dāng)結(jié)合這一結(jié)果挑選出兩組薄環(huán),使它們的差值等于這一偏差,,然后裝到刀軸上,。

連云港專業(yè)分條機(jī)批發(fā)
分條機(jī)機(jī)組速度還可以根據(jù)用戶生產(chǎn)需要進(jìn)行靈活調(diào)整。比如某一規(guī)格為650毫米的金屬縱剪分條機(jī),,該設(shè)備主要是以厚度為4毫米,,寬度為650毫米以內(nèi)薄板而進(jìn)行設(shè)計(jì)制作的。組中,,主要具有的基本功能為開卷,、縱剪,、張力、收卷等,,其標(biāo)準(zhǔn)工作設(shè)備包括有開卷機(jī),、緩沖坑、側(cè)導(dǎo)位,、縱剪機(jī)及動(dòng)力,、過渡架、廢邊收料機(jī),、后活套,、張力機(jī)、收卷機(jī),、液壓系統(tǒng),、電氣系統(tǒng)等組成。設(shè)備運(yùn)行期間,,用戶可以通過plc控制系統(tǒng)進(jìn)行控制操作,,同時(shí)還配備有人機(jī)界面顯示功能。因而在實(shí)際生產(chǎn)中,,該設(shè)備能夠靈活的根據(jù)用戶的訂單數(shù)量、分條數(shù),、不同分條規(guī)格,、分條速度等參數(shù)進(jìn)行調(diào)整,以滿足生產(chǎn)需要,。

連云港專業(yè)分條機(jī)批發(fā)
分條機(jī)刀片出現(xiàn)偏差的原因是什么呢,?下面,廠家來(lái)給大家講解一下,。1.由于刀片送紙定位檔板調(diào)節(jié)不當(dāng)引起的,。也可能是由于所使用的刀片某部位過鈍,與其他刀的線速度有差異,?;蛘呤怯捎诘镀膶?dǎo)紙輪調(diào)整不合理等引起的。針對(duì)不同的原因,,應(yīng)采取針對(duì)性措施處理,。2.在經(jīng)過處理之后,產(chǎn)生有毛邊,。之所以出現(xiàn)這樣的問題,,主要原因在于所使用的刀片已鈍,需要重新打磨,。除此之外,,還可能是由于刀片與刀槽重合過淺,,或者是刀槽內(nèi)卷入紙邊、紙毛等問題引起,,此時(shí)應(yīng)及時(shí)進(jìn)行清理和調(diào)整,,然后重新開機(jī)生產(chǎn)。同時(shí)還要注意查看刀片的刀槽間隙是否合理,,如有需要應(yīng)進(jìn)行調(diào)整,,通常應(yīng)保持在2.5毫米之內(nèi)。