海南專業(yè)飛剪機廠家
發(fā)布時間:2024-02-06 00:45:16
海南專業(yè)飛剪機廠家
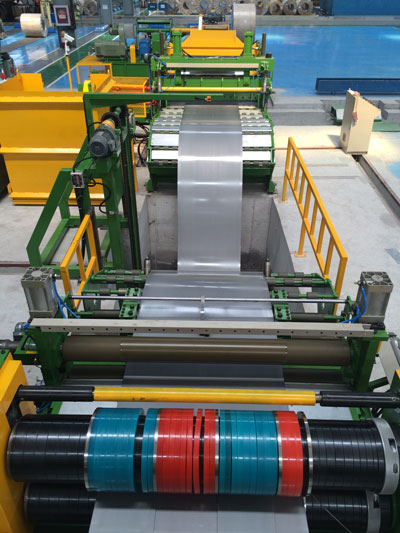
金屬分條機廠家來給大家講解一下的性能和技術(shù)參數(shù),。1,、主要性能從金屬分條機設備的性能特點來分析,該設備其實具有多種功能,,其同時集合了貼合,,分條,復卷等功能為一體,。因而對于很多客戶來說,選擇該設備能夠降低購買多機的資金投入,。同時在使用該設備的過程中,,還可以減少多人開機所帶來的人工成本。為了滿足不同用戶的使用要求,,這種設備還特別靈活,,其采用的是上下圓刀分切方式,而且使用者可以自行選擇直刀或氣刀,,非常方便,。該設備的收卷屬于上下單軸擺臂收卷,采用高精度氣敏糾偏,,并配備有獨立的放料架裝置,。此外,該設備的收/放料軸采用磁粉離合器控制,,主機采用變頻調(diào)速,,中間導軸為高精度鋁合金光軸,。

海南專業(yè)飛剪機廠家
分條機刀片出現(xiàn)偏差的原因是什么呢?下面,,廠家來給大家講解一下,。1.由于刀片送紙定位檔板調(diào)節(jié)不當引起的。也可能是由于所使用的刀片某部位過鈍,,與其他刀的線速度有差異,。或者是由于刀片的導紙輪調(diào)整不合理等引起的,。針對不同的原因,,應采取針對性措施處理。2.在經(jīng)過處理之后,,產(chǎn)生有毛邊,。之所以出現(xiàn)這樣的問題,主要原因在于所使用的刀片已鈍,,需要重新打磨,。除此之外,還可能是由于刀片與刀槽重合過淺,,或者是刀槽內(nèi)卷入紙邊,、紙毛等問題引起,此時應及時進行清理和調(diào)整,,然后重新開機生產(chǎn),。同時還要注意查看刀片的刀槽間隙是否合理,如有需要應進行調(diào)整,,通常應保持在2.5毫米之內(nèi),。

海南專業(yè)飛剪機廠家
數(shù)控分條機能夠切割某種材質(zhì)和厚度的鋼材,生產(chǎn)加工出需要的產(chǎn)品,;能夠有效提高切割效率和切割質(zhì)量,;能夠有效節(jié)省鋼材和耗材。下面,,廠家來和我們簡要介紹一下選購的步驟,。一、先選定數(shù)控分條機機型這時候,,用戶需要提前說明其需要切割的材質(zhì)以及厚度,,還包括對切割速度以及切割質(zhì)量的要求,這樣可以先確定好具體的種類,,比如是橫向還是縱剪生產(chǎn)線,。二、考慮數(shù)控分條機具體的配置對于數(shù)控分條機來說,這時候我們需要根據(jù)原材料的屬性以及具體的切割要求和工藝等,,尤其是切割的厚度和穿孔能力來進行選定具體的配置,,比如是不銹鋼卷,熱軋板還是冷軋板,,當然,,還需要關(guān)注鋼卷的厚度。

海南專業(yè)飛剪機廠家
近許多客戶聯(lián)系咱們,,把他們在的使用過程中遇到的問題向咱們請教,,期望咱們能給予協(xié)助,今日小編就這些問題中的關(guān)于方面的常識與咱們一起討論一下,,期望能給廣大客戶朋友們帶來啟發(fā)與協(xié)助,,讓咱們對開平線有一個深層次的了解。這樣咱們在今后使用過程中時也能做到心中有數(shù),,不慌不忙,,發(fā)揮出開平線的更大作用。 在開平線開機運轉(zhuǎn)的過程中有事由于年歲長等原因通常會形成開平線溫度過高出現(xiàn)安全隱患,,這其實是非常的風險的,,很容易形成安全出產(chǎn)事故,而且長時間的高溫對于出產(chǎn)效率也有著非常大的影響,,今日咱們就來為咱們解說一下處理開平機溫度過高的方法和措施,。

海南專業(yè)飛剪機廠家
分條機刀片為什么會出現(xiàn)偏差呢?接下來,,我們一起了解一下,。1.刀片壓痕線經(jīng)常出現(xiàn)破裂。針對這樣的問題,,主要包括有兩個方面的原因,,一個是由于所使用的原紙?zhí)睿柽x擇優(yōu)質(zhì)原紙,;另外一個原因則是壓線過深,,應重新調(diào)整。2.在經(jīng)過處理之后,,產(chǎn)生有毛邊。之所以出現(xiàn)這樣的問題,,主要原因在于所使用的刀片已鈍,,需要重新打磨。除此之外,,還可能是由于刀片與刀槽重合過淺,,或者是刀槽內(nèi)卷入紙邊、紙毛等問題引起,,此時應及時進行清理和調(diào)整,,然后重新開機生產(chǎn),。
海南專業(yè)飛剪機廠家
很多用戶發(fā)現(xiàn),跟著使用時間的延伸出現(xiàn)的問題也越來越多,,而且也越來越難以處理,,比如他們在使用過程中遇到的開平線的問題,給他們帶來了很大的困擾,,不知道該怎么處理,,因此特來向咱們尋求協(xié)助。今日小編就將查閱的部分關(guān)于這方面的知識與大家共同討論一下,,期望能給廣大客戶朋友們帶來啟發(fā)與協(xié)助,,讓大家對有一個更深層次的了解。關(guān)于開機前的查看工作更應該緊記,,具體如下:1,、查看開平線潤滑情況,看主動加油器油位是否正常,,各潤滑點潤滑油(脂)是否需加注,;2、查看刀具的間隙是否適應要開平板的厚度,;3,、查看機械部分有無松動、損壞,,并加以調(diào)整,;